Hard skills include expertise in statistical programming languages like SAS, data manipulation techniques, and analyzing clinical trial data with efficiency.
Clinical SAS Programmer Resume Examples & Templates
Looking to elevate your career? Our clinical SAS programmer resume examples showcase key skills like data analysis and programming expertise that will help you stand out to potential employers.

by Gabriela Hernandez, Last Updated: January 18, 2026
Hired By:*

Popular Clinical SAS Programmer Resume Examples
Discover our top clinical SAS programmer resume examples that showcase key skills such as data analysis, statistical programming, and strong attention to detail. These examples will guide you in presenting your qualifications effectively.
Looking to create a standout resume? The Resume Builder offers user-friendly templates designed specifically for professionals in the clinical programming field, making your application process smoother.
Recommended
 Customize This Resume
Customize This ResumeEntry-level clinical SAS programmer resume
What this resume does well:
This entry-level resume for a clinical SAS programmer effectively highlights the job seeker's technical skills in data analysis and programming, alongside notable achievements during their academic and early career experiences. New professionals in this field must showcase their ability to leverage analytical skills and relevant certifications to attract potential employers, even with limited work history.
Mid-career clinical SAS programmer resume
What this resume does well:
This resume effectively showcases key qualifications by detailing the applicant's extensive experience in clinical data analysis. The emphasis on programming efficiency and regulatory compliance positions them as a strong job seeker for leadership roles, demonstrating a commitment to innovation and excellence in their field.
Experienced clinical SAS programmer resume
What this resume does well:
The work history section effectively demonstrates the applicant's expertise as a clinical SAS programmer, emphasizing their achievements like reducing data errors by 25% and improving workflow speed by 30%. The bullet points improve readability, making it easy for hiring managers to quickly assess qualifications.
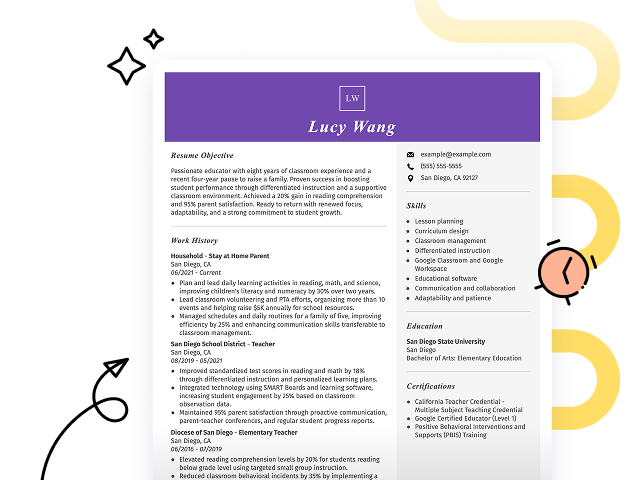
Resume Template—Easy to Copy & Paste
Example
Jane Williams
San Diego, CA 92115
(555)555-5555
Jane.Williams@example.com
Professional Summary
Detail-oriented Clinical SAS Programmer with proven track record optimizing data workflows and analyses. Expert in statistical techniques, enhancing efficiency by 30%.
Work History
Clinical SAS Programmer
BioTech Solutions - San Diego, CA
April 2023 - October 2025
- Streamlined clinical reporting, boosting efficiency by 30%
- Automated data validation processes reducing errors by 20%
- Developed advanced analysis tools for trial data
Statistical Analyst
MediData Corp. - San Diego, CA
April 2021 - March 2023
- Improved data accuracy, achieving 95% consistency
- Led projects reducing analysis time by 25%
- Generated detailed statistical reports for stakeholders
Data Analyst
HealthWare Analytics - San Francisco, CA
April 2019 - March 2021
- Designed visualization tools raising engagement by 40%
- Optimized database queries improving speed by 15%
- Collaborated on data-driven decision projects
Languages
- Spanish - Beginner (A1)
- French - Beginner (A1)
- Mandarin - Intermediate (B1)
Skills
- SAS Programming
- Clinical Data Management
- Statistical Analysis
- Data Interpretation
- CDISC Standards
- SQL Queries
- Data Visualization
- Problem-Solving
Certifications
- Certified SAS Professional - SAS Institute
- Clinical Data Management Specialist - Society for Clinical Data Management
Education
Master's Degree Biostatistics
Harvard University Cambridge, Massachusetts
June 2019
Bachelor's Degree Statistics
University of California, Berkeley Berkeley, California
May 2017
Build Your Resume in Minutes
Creating a custom resume is easier than ever with our Resume Builder!
How to Write a Clinical SAS Programmer Resume Summary
Your resume summary is the first opportunity to grab an employer's attention, so it's important to make it strong. As a clinical SAS programmer, you should emphasize your skill in statistical analysis and software development that drives clinical research success. The following examples will clarify what elements create an effective resume summary and highlight potential pitfalls to avoid:
Weak Example
I am a clinical SAS programmer with experience in the field and a desire to work for a company where I can apply my skills. I hope to contribute positively, but I am also looking for a position that offers good benefits and opportunities for advancement. I believe that my background could be beneficial to your team.
Why this summary misses the mark:
- Contains vague language about skills without presenting specific achievements or tools used
- Leans heavily on personal desires rather than showcasing how the applicant can add value to the organization
- Uses generic phrases that do not differentiate the job seeker from others in the same field
Strong Example
Detail-oriented clinical SAS programmer with 7+ years of experience in statistical analysis and data management for clinical trials. Improved data processing efficiency by 30% through the implementation of automated reporting systems, while ensuring compliance with FDA regulations and SAS programming standards. Proficient in SAS, SQL, and data visualization tools to drive insights and support decision-making in clinical research.
Why this summary works:
- Starts with specific years of experience and focuses on relevant programming expertise
- Highlights a quantifiable achievement that shows an improvement in operational efficiency
- Mentions key technical skills relevant to the role that demonstrate capability in the field
Pro Tip
If you’re new to the field of clinical SAS programming, don’t fret about your lack of formal experience. A well-crafted career objective can highlight your passion and goals. You can explore various resume objective examples specifically designed for aspiring programmers like you.
Showcasing Your Work Experience
The work experience section is important for your resume as a clinical SAS programmer, serving as the primary focus where you'll detail your professional history. Good resume templates always emphasize this important section.
This part should be organized in reverse-chronological order, allowing potential employers to see your most recent roles first. Use bullet points to highlight specific achievements and contributions in each programming position you've held.
Now, let’s look at a couple of examples that showcase effective work histories for clinical SAS programmers. These examples will help illustrate what makes a strong entry and what you might want to avoid:
Weak Example
Clinical SAS Programmer
HealthTech Solutions – San Francisco, CA
- Wrote code for data analysis.
- Worked on project teams.
- Tested software for errors.
- Created reports based on data.
Why this work experience section misses the mark:
- No employment dates provided
- Bullet points lack specifics about the job seeker's impact or achievements
- Describes basic responsibilities instead of showcasing measurable outcomes
Strong Example
Clinical SAS Programmer
Global Pharma Solutions – San Francisco, CA
March 2020 - Current
- Develop and validate SAS programs for clinical trial data analysis, ensuring compliance with regulatory standards.
- Streamline reporting processes, reducing report generation time by 30%, while maintaining high accuracy levels.
- Collaborate with cross-functional teams to improve database design, leading to improved data integrity and accessibility.
Why this work experience section works:
- Uses strong action verbs at the start of each bullet point to clearly convey achievements
- Incorporates quantifiable metrics that highlight efficiency improvements and impact on workflow
- Demonstrates relevant technical skills and collaboration efforts critical for the role
While your resume summary and work experience are important, don't overlook the importance of other sections that deserve careful formatting. These elements can improve your overall presentation. For more detailed advice, be sure to check out our comprehensive guide on how to write a resume.
Top Skills to Include on Your Resume
A strong resume should feature a skills section to grab the attention of hiring managers. This part quickly highlights your qualifications, ensuring you stand out among other job seekers.
When working as a clinical SAS programmer, emphasize technical skills such as proficiency in SAS, experience with SQL, and familiarity with data management systems, along with soft skills like accuracy and collaboration. This balance showcases your ability to manage complex data while working effectively within clinical teams.
Soft skills involve strong communication, teamwork, and problem-solving abilities, which are essential for collaborating with cross-functional teams and ensuring accurate data interpretation to improve patient outcomes.
Selecting the right resume skills is important because it aligns your qualifications with what employers expect. Many organizations use automated systems to filter out applicants who lack essential skills, so it's important to tailor your resume accordingly.
To effectively prioritize your skills, carefully review job postings for insights on what recruiters are seeking. This strategy not only helps you highlight relevant abilities but also increases the chances of passing through applicant tracking systems successfully.
Pro Tip
Boost your resume's chances of success by using our ATS Resume Checker. This tool identifies more than 30 common mistakes, making sure your resume is prepared to navigate applicant tracking software smoothly.
10 skills that appear on successful clinical SAS programmer resumes
Improve your resume to attract recruiters by highlighting the most sought-after skills for clinical SAS programmers. Our resume examples showcase these essential qualifications, giving you the confidence to apply for positions effectively.
Here are 10 skills you should consider including in your resume if they align with your expertise and job expectations:
SAS programming skill
Statistical analysis
Data management
Clinical trial knowledge
Attention to detail
Communication skills
Problem-solving abilities
Regulatory compliance understanding
Collaboration with cross-functional teams
Report generation
Based on analysis of 5,000+ computer software professional resumes from 2023-2024
Resume Format Examples
Choosing the right resume format is important for a clinical SAS programmer since it effectively highlights your technical skills, relevant experience, and career advancements in the field.
Entry-Level 0 - 2 years
Functional
Focuses on skills rather than previous jobs
Best for:
Recent graduates or career changers with up to two years' experience
Mid-Career 3 - 7 years
Combination
Balances skills and work history equally
Best for:
Mid-career professionals focused on demonstrating their skills and pursuing growth opportunities
Experienced 8+ years
Chronological
Emphasizes work history in reverse order

Best for:
Experienced programmers leading complex clinical trial data analyses
Frequently Asked Questions
Should I include a cover letter with my clinical SAS programmer resume?
Absolutely, including a cover letter can significantly improve your application by showcasing your unique qualifications and enthusiasm for the position. It offers a chance to connect your skills to the job requirements. To make writing easier, consider using our Cover Letter Generator or explore our tips on how to write a cover letter that resonates with recruiters.
Can I use a resume if I’m applying internationally, or do I need a CV?
When applying for jobs outside the U.S., use a CV instead of a resume to showcase your academic and professional achievements in detail. Explore CV examples for guidance on formatting, and learn how to write a CV with our comprehensive resources designed to help you craft an effective international CV.
What soft skills are important for clinical SAS programmers?
Interpersonal skills like communication, problem-solving, and collaboration, are essential for clinical SAS programmers. These abilities facilitate effective teamwork with data scientists and medical professionals, ensuring accurate data analysis and fostering a productive work environment that improves project success.
I’m transitioning from another field. How should I highlight my experience?
Highlight your transferable skills such as analytical thinking, attention to detail, and effective communication. These abilities can demonstrate your capability of succeeding as a clinical SAS programmer, even if you lack direct clinical experience. Use concrete examples from your previous roles to illustrate how your past achievements relate to data analysis and programming tasks in this field.
Where can I find inspiration for writing my cover letter as a clinical SAS programmer?
For those pursuing a clinical SAS programmer role, exploring professionally crafted cover letter examples can be invaluable. These samples provide inspiration for content ideas, formatting techniques, and effective ways to showcase your qualifications. Learn from the best to improve your own application materials and stand out in the competitive job market.
How should I format a cover letter for a clinical SAS programmer job?
To format a cover letter for clinical SAS programmer positions, begin with your contact information followed by a professional greeting. Then, create an engaging opening paragraph that emphasizes your enthusiasm for the role. Include a concise summary of your relevant qualifications and experience, ensuring the content aligns with the specific job requirements to showcase how you can contribute effectively. Finally, wrap up with a strong call to action.

Ready to land the job?
Join 28M+ others who've built a resume that works.